M340C Casting Body Revision 7
|
Code # L3798G |
Batch # -2 |
| Materials | Amt |
|---|---|
| KT #1-4 ball clay | 30.000 |
| Silica | 25.000 |
| Nepheline Syenite | 25.000 |
| EP Kaolin | 15.000 |
| Redart | 5.000 |
Total:100.00
Notes
The objective here was to develop a casting body compatible with Plainsman M340 at cone 6 (similar firing shrinkage and porosity, color and glaze fit). M340 is robust in production (fewer pieces are lost to breakage, warping, glaze fit issues, cracking, bloating, etc). This body, likewise, is easier to use than a whiteware or porcelain casting body. Because this is made from refined minerals it sacrifices somewhat the more rustic (speckled, variegated) appearance of M340.
This mix employs a large particle sized ball clay and an easy-to-cast kaolin in, achieving fast casting. This body is easy to deflocculate. It is plastic, it has the strength to pull away from the mold as it shrinks.
This revision is more vitreous than others already tested. It has proven exceptionally strong, mugs bouncing on the concrete floor when dropping (repeatedly before breaking). Redart is a low melting red-burning clay, it imparts the bone color and enables improved maturity. RedArt does not flocculate and gel the casting slip the way added iron oxide would.
Typical recipe: 7000 powder, 2800 water, 31 Darvan. That produces 1.8 specific gravity and fills a 2 US gallon bucket half full. For us, it is slightly under deflocculated so we refine it if needed after the experience of the first pour.
Pictures
L3798C cast mugs

The body of the mug was made using a combination casting - jiggering process. The handles were cast.
L3798C cast/jiggered mugs

G2937Y black, G2934Y White, G2926B clear.
L3798G with 2926B clear at cone 6

Outsides are G2806E copper green and G2926B with black stain.
At cone 7 both L3789G and L4005 were very strong

They just bounced on the concrete floor!
Repeatedly before breaking.
L4217G, L3798G2, L3778G fired bars
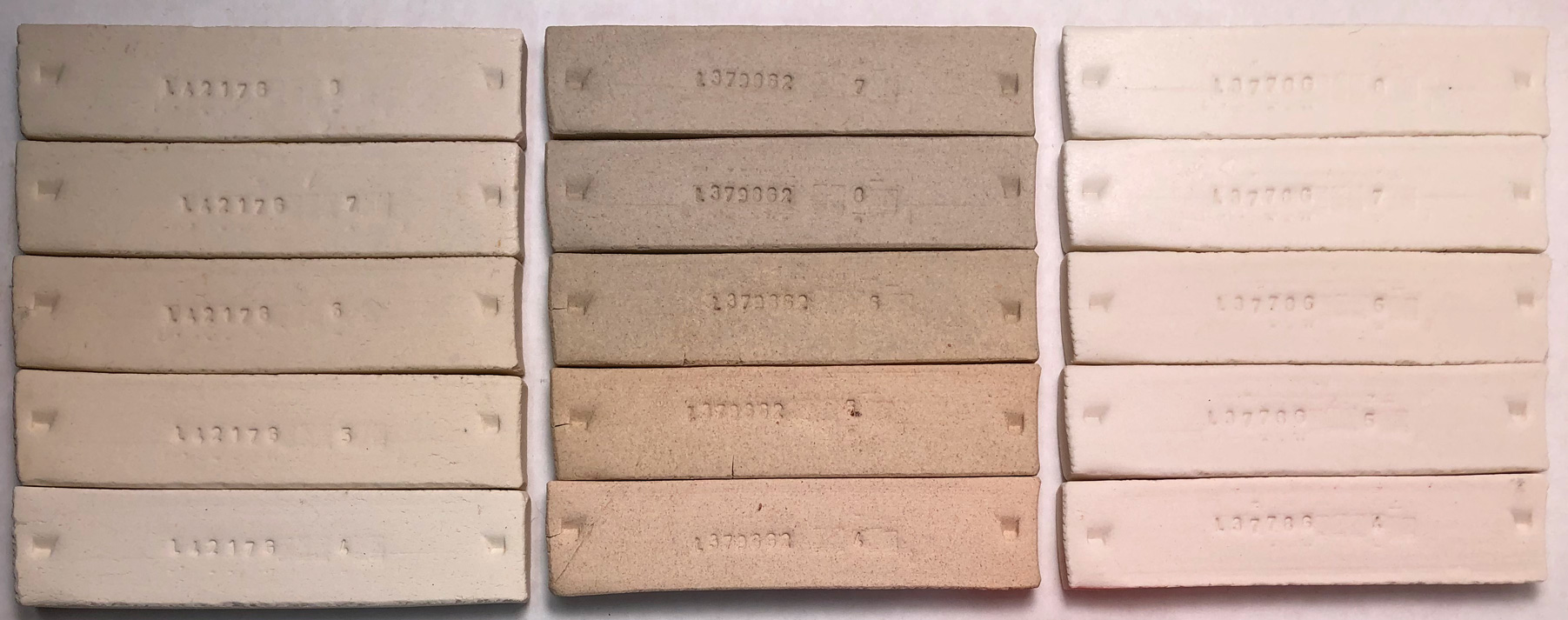
Fired from cone 8 to 4 (top to bottom).
G2 is a remake of the L3798G mix (to double check accuracy).
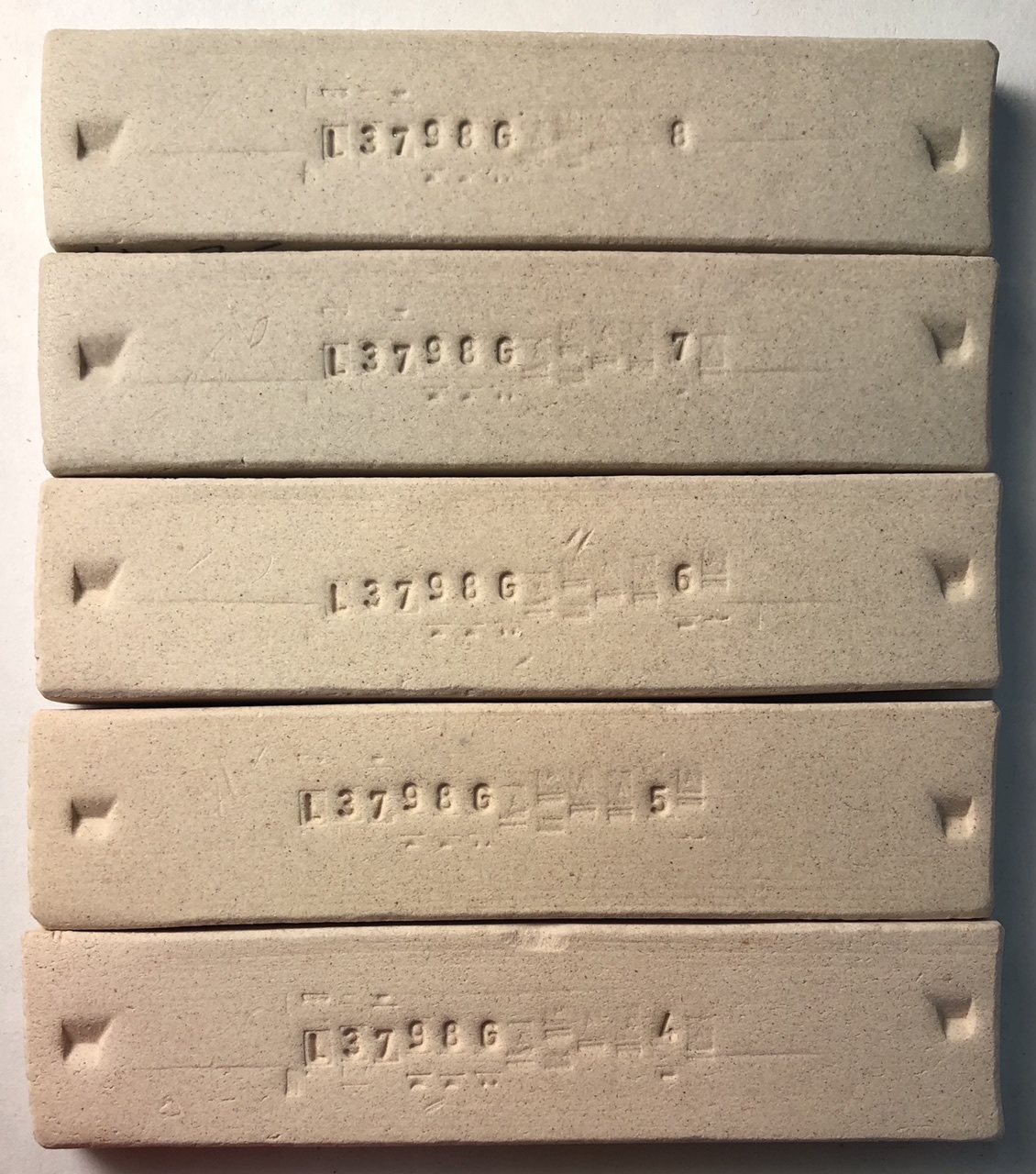
L3798G M340 Casting Body Revision 7 fired bars
Untitled

Testdata
SHAB - Shrinkage/Absorption
| DLEN | FLEN | FWT | BWT | CONE | DSHR | FSHR | ABS | |
| 9 | 95.5 | 88.96 | 42.11 | 42.39 | 9 | 4.5% | 6.8% | 0.7% |
| 8 | 95.41 | 88.85 | 42.94 | 43.61 | 7.8 | 4.6% | 6.9% | 1.6% |
| 7 | 95.34 | 88.64 | 42.04 | 42.42 | 7.0 | 4.7% | 7.0% | 0.9% |
| 6 | 95.28 | 89.14 | 42.3 | 43.41 | 6.0 | 4.7% | 6.4% | 2.6% |
| 5 | 95.24 | 89.43 | 40.59 | 41.91 | 5.0 | 4.8% | 6.1% | 3.3% |
| 4 | 89.91 | 40.95 | 4.0 |
XML (to paste into Insight)
<?xml version="1.0"?> <recipes version="1.0" encoding="UTF-8"> <recipe name="M340C Casting Body Revision 7" id="184078" key="cBwSde7s" date="2023-12-04" codenum="L3798G"> <recipelines> <recipeline material="KT #1-4 ball clay" amount="30.000" tolerance=""/> <recipeline material="Silica" amount="25.000" tolerance=""/> <recipeline material="Nepheline Syenite" amount="25.000" tolerance=""/> <recipeline material="EP Kaolin" amount="15.000" tolerance=""/> <recipeline material="Redart" amount="5.000" tolerance=""/> </recipelines> </recipe> </recipes>
Born: 2020-09-02, Modified: 2023-12-04 02:26:05
M390 Casting Version 5
|
Code # L4005D |
Batch # -2 |
| Materials | Amt | Units | |
|---|---|---|---|
| KT #1-4 Ball Clay | 50.000 | GM | 49.02% |
| Silica | 15.000 | GM | 14.71% |
| Redart | 35.000 | GM | 34.31% |
| Iron Oxide Red | 2.000 | GM | 1.96% |
Total:0.10 (R)
Notes
The objective of this casting body is to emulate and be compatible with the plastic M390 produced by Plainsman Clays (of course, this recipe is usable by anyone as a stand-alone body for casting). This recipe employs 200 mesh refined mineral powders so it fires to a somewhat more homogeneous surface than M390 (the latter is made using 42 mesh quarried raw clays).
In this testing series we learned that it was not possible to get rich red color using only Redart as a dual-purpose flux and iron-source (using enough to get color ends up making the body fire too dense, turning it brown). Iron oxide is thus needed. But, at only 2%, there is minimal impact on the slurry (iron normally gels a slip).
This body fits our standard glazes well. The fired strength is outstanding. And cast pieces adhere to the standard M390 well. If pieces are thin and glazed only inside, special attention must be given to make sure the glaze is not under thermal compression.
This slurry is a delight to work with compared to many other red-burning ones. It does not gel during casting (if deflocculated appropriately), drains well, dries well. The ball clay has been switched to KT1-4, it delivers better casting properties.
We tried twice to deflocculate a batch using Darvan 811. Although it enabled 1.8SG, the casting rate was very slow and inner drain surfaces were rough.
Our best Darvan #7 recipe was 5000 powder, 2200 water, 27 Darvan to produce 3.85 litres at 1.77SG. It does cast somewhat slowly so pieces must be left in the mold long enough to acquire the desired thickness.
Pictures
L4005D fired color at cone 6

Beautiful warm red, very much like terra cotta. Casted very thin but fired strength is pretty good.
L4005D fired C6DHSC schedule

Inside glaze is Albany GA6-b.
Outside is G2934Y black.
L4005D handle, M390 mug, no glaze - Cone 6

The casting handle is not quite as bright red. If an exact match is needed more iron can be added to the recipe. However, keep in mind, that will likely produce more gelling in the slurry.
The handle survived repeated whacks with a hammer. It is stuck on well.
L4005D glaze compression testing

These thinly-cast pieces were glazed only on the inside using G1214Z (front), G2934 (left rear) and G2934Y black. Out-of-the-kiln the buff-burning body (M340 casting) was already broken. After a light tap with a hammer the G2934Y-glazed L4005D piece cracked vertically and the crack split open (because of pressure from the inside). The G2934-glazed piece shattered into about 15 pieces with a hammer tap. This means these glazes are clearly under compression, not in any danger of crazing. So ware needs to be much thicker to withstand the compressive forces. Or the glazes need to incorporate a little sodium to increase their thermal expansion.
L4005 Cone 6 casting body

Inside glaze is GA6-B, outside is GA6-C.
L4005D M390 Casting Version 5 fired bars

From from cone 8 to 4 (top to bottom).
L4005D fired to cone 4,6,7

Testdata
SHAB - Shrinkage/Absorption
| DLEN | FLEN | FWT | BWT | CONE | DSHR | FSHR | ABS | |
| 8 | 94.82 | 88.66 | 40.37 | 40.66 | 7.8 | 5.2% | 6.5% | 0.7% |
| 7 | 94.96 | 88.77 | 40.13 | 40.7 | 7.0 | 5.0% | 6.5% | 1.4% |
| 6 | 94.9 | 89.14 | 40.15 | 41.17 | 6.0 | 5.1% | 6.1% | 2.5% |
| 5 | 94.84 | 89.11 | 40.43 | 41.96 | 5.0 | 5.2% | 6.0% | 3.8% |
| 4 | 94.73 | 89.36 | 39.28 | 41.21 | 4.0 | 5.3% | 5.7% | 4.9% |
XML (to paste into Insight)
<?xml version="1.0"?> <recipes version="1.0" encoding="UTF-8"> <recipe name="M390 Casting Version 5" id="184237" key="txmaoW3k" date="2024-11-19" codenum="L4005D"> <recipelines> <recipeline material="KT #1-4 Ball Clay" amount="50.000" tolerance="" unitabbr="GM"/> <recipeline material="Silica" amount="15.000" tolerance="" unitabbr="GM"/> <recipeline material="Redart" amount="35.000" tolerance="" unitabbr="GM"/> <recipeline material="Iron Oxide Red" amount="2.000" tolerance="" unitabbr="GM"/> </recipelines> </recipe> </recipes>
Born: 2017-09-05, Modified: 2024-11-19 02:09:39
M390 Casting (M370+C-Red)
|
Code # L4558 |
Batch # -2 |
| Materials | Amt |
|---|---|
| *M370C | 70.000 |
| C-Red Clay | 30.000 |
Total:100.00
Notes
Objective: To create a red burning casting body that fires like M390. Unlike L4005D which uses Redart for color (a low temperature material) this employs a red fireclay, IMCO C-Red. A better red color is produced.
Fired bars were made to enable seeing this side-by-side with M390 at multiple temperatures and enable seeing data on maturity.
This approach enables a simple one-material addition to M370 (rather than having to mix up a recipe using iron oxide). That means existing casting slip mixes of M370 could to altered by a C-Red powder+water+Darvan addition.
Slip must be allowed to sit overnight to saturate since C-Red has lumps from outside storage. Alternatively, blender mixing would break them down.
Casting rate was excellent. Fired stability is also very good. It has stoneware maturity (not as vitreous as M370), but this is needed to achieve the red color.
The plastic version throws on the potter's wheel just like M370. It is very red, 30% is likely more Carbondale clay than is needed.
Pictures
L4558 M370C plus C-Red fired planter with glaze

The color is redder than this photo shows, very similar to M390 at cone 6. The clear glaze , G2926B, is more transparent and smoother than it would be on M390. The other half is GA6-B, it also producing flawless results.
L4558 M390 Casting fired bars

Fired to cone 9, 8, 7, 6, 5, 4 (top to bottom). The clay does have some solubles salts the mute the red a little, the back sides of the bars show the true color better.
L4558 fired bars (back sides)

Fired to cone 8, 7, 6, 5 (top to bottom).
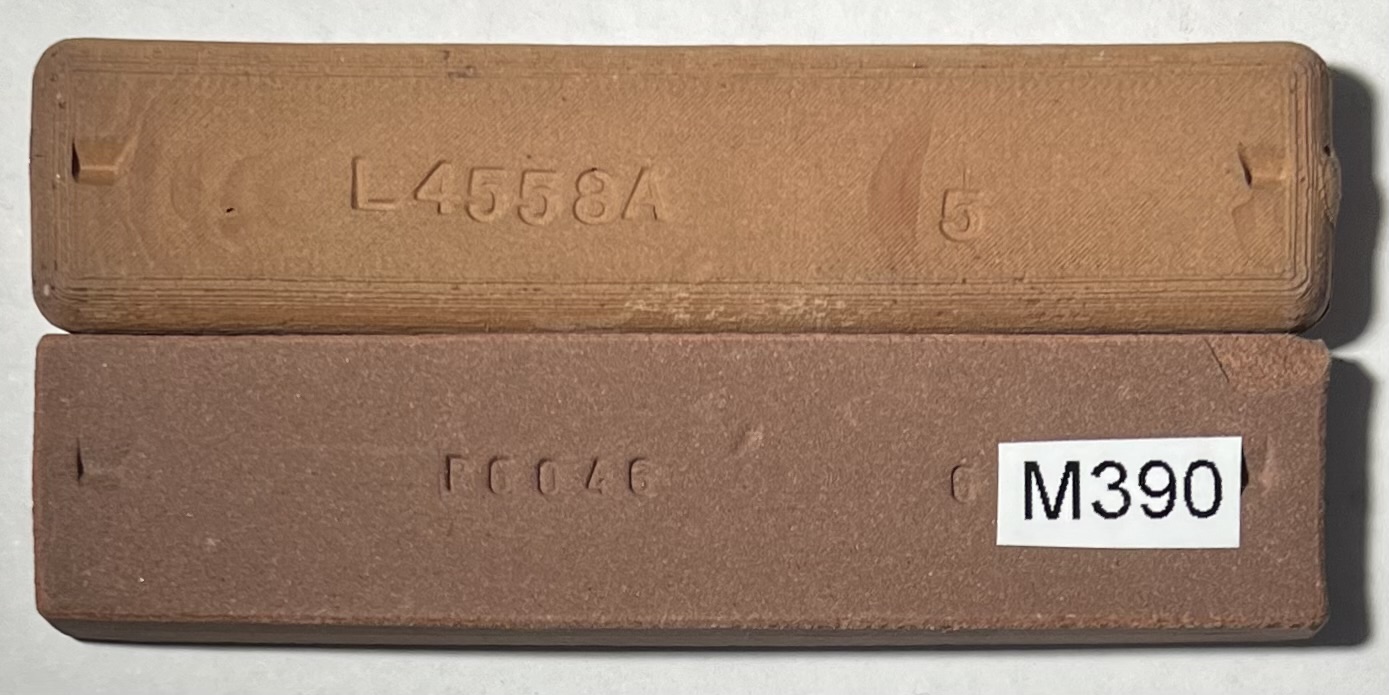
L4558 fired bars compared to Plainsman M390

Fired at cone 6, 5, 4 (top to bottom)
L4558 M370 red casting with two clear glazes

Fired to cone 6 using the C6DHSC slow cool schedule.
Left is G2926B standard fritted clear, it is fluxing the clay surface and advancing it to its cone 8 color.
Right is GA6-B Alberta Slip amber transparent base. It is much glossier and preserves the clay color.
These are cast to 3.2mm thick walls (fired). They are holding the round shape well (this is an unstable shape).
Testdata
SHAB - Shrinkage/Absorption
| DLEN | FLEN | FWT | BWT | CONE | DSHR | FSHR | ABS | |
| 9 | 93.3 | 86.4 | 37.35 | 9.0 | 6.7% | 7.4% | ||
| 8 | 93.4 | 86.3 | 37.32 | 37.42 | 8.0 | 6.6% | 7.6% | 0.3% |
| 7 | 94.1 | 86.4 | 37.24 | 37.51 | 7.0 | 5.9% | 8.2% | 0.7% |
| 6 | 93.4 | 86.2 | 36.4 | 37.04 | 6.0 | 6.6% | 7.7% | 1.8% |
| 5 | 93.3 | 86.1 | 35.4 | 36.06 | 5.2 | 6.7% | 7.7% | 1.9% |
| 4 | 93.2 | 86.12 | 35.12 | 36.25 | 4.0+ | 6.8% | 7.6% | 3.2% |
SOLU - Soluble Salts
| FIRE | |
| 1 | med |
DFAC - Drying Factor
| DFAC | SOLD | |
| 1 | A000 | medium |
XML (to paste into Insight)
<?xml version="1.0"?> <recipes version="1.0" encoding="UTF-8"> <recipe name="M390 Casting (M370+C-Red)" id="224392" key="4tYZRjhi" date="2022-11-16" codenum="L4558"> <recipelines> <recipeline material="M370C" amount="70.000" tolerance=""/> <recipeline material="C-Red Clay" amount="30.000" tolerance=""/> </recipelines> </recipe> </recipes>
Born: 2022-09-14, Modified: 2022-11-16 11:07:28
M390 Cone 6 C-Red Casting #1
|
Code # L4558A |
Batch # -2 |
| Materials | Amt |
|---|---|
| *Opticast Kaolin | 36.000 |
| Silica | 18.000 |
| Nepheline Syenite | 18.000 |
| C-Red Clay | 28.000 |
Total:100.00
Notes
Another mix, L4558B is underway, stay tuned.
The previous work (as L4558) added 30% C-Red to standard M370 casting to try to achieve the red fired color of M390. C-Red is proving to be a valuable way to get red colors since it does not gel casting slips and it is very refractory (thus preserving red coloration). This improves on the work done with above by taking the M370 and rationalizing it as follows:
-M370 contains 1% talc, this removes that. Unfortunately maturity has been lost so the talc may be needed.
-M370 uses a highly plastic kaolin, ball clay and bentonite to target wheel throwing. This casting version removes bentonite but it still suffers long casting times because of the other two materials. This substitutes all three for Opticast kaolin. Casting performance is excellent.
-This approach offers flexibility in maturity, just reduce or increase the nepheline syenite.
It is important to remember that red color is achieved by the right body maturity (too high and it turns brown, too low and it looks like terra cotta).
Keep in mind that a clear glaze will turn a red-burning body brown at stoneware temperatures, that is a fact that must be lived with.
This deflocculates extremely well. Our first test batch used 4000g powder, 1680 water but the normal 30g of Darvan was too much (it is too thin). Still its casts very quickly. Actually, too quickly so it is really important to stay on top of the process to avoid getting the walls too thick.
Dry hardness is excellent.
Pictures
L4558A M390 cast bottle vs. L4768D
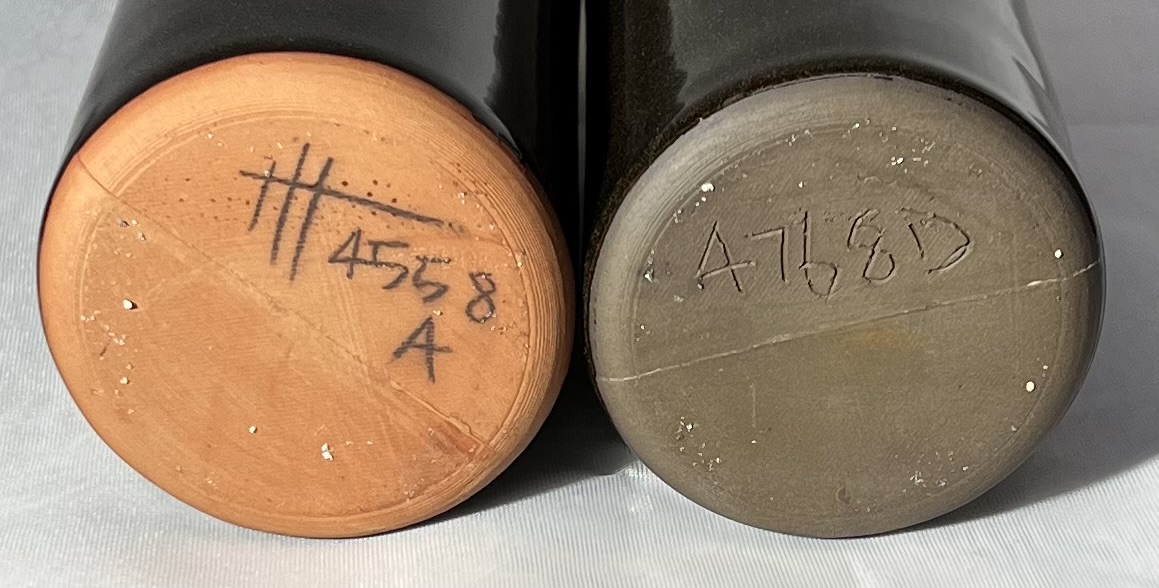
L4558A is not mature enough on the bottom of this slip castbottle. That being said it has plenty of firing shrinkage, so this is being heatsink by the kiln shelf.
L4558A M390 vs M390
Color is not red enough. This is likely a combination insufficient vitrification and insufficient iron oxide - I will make another mix to move it in that direction.
Typecodes
MAS-Master Ticket
Testdata
SHAB - Shrinkage/Absorption
| DLEN | FLEN | FWT | BWT | CONE | DSHR | FSHR | ABS | |
| 5 | 97.78 | 89.14 | 36.71 | 38.31 | 06.8 | 2.2% | 8.8% | 4.4% |
| 7 | 97.75 | 88.62 | 36.6 | 37.83 | 6.5 | 2.3% | 9.3% | 3.4% |
| 6 | 97.73 | 90.92 | 36.59 | 39.61 | 4.0 | 2.3% | 7.0% | 8.3% |
XML (to paste into Insight)
<?xml version="1.0"?> <recipes version="1.0" encoding="UTF-8"> <recipe name="M390 Cone 6 C-Red Casting #1" id="225409" key="kHEPkpoj" date="2024-04-13" typecodes="MAS" codenum="L4558A" picturebasename=""> <recipelines> <recipeline material="Opticast Kaolin" amount="36.000" tolerance=""/> <recipeline material="Silica" amount="18.000" tolerance=""/> <recipeline material="Nepheline Syenite" amount="18.000" tolerance=""/> <recipeline material="C-Red Clay" amount="28.000" tolerance=""/> </recipelines> </recipe> </recipes>
Born: 2012-11-29, Modified: 2024-04-13 03:27:59
M390 Cone 6 C-Red Casting #2
|
Code # L4558B |
Batch # -2 |
| Materials | Amt |
|---|---|
| Kaopaque | 30.000 |
| Silica | 12.000 |
| Nepheline Syenite | 25.000 |
| C-Red Clay | 33.000 |
Total:100.00
Notes
This follows L4558A, it explored the merits of using the amazing ultra-high-iron C-Red clay from IMCO (which is also refractory and excellent for slip casting). It was a little too refractory and the color development was not sufficient. This adds more Nepheline Syenite and C-Red and sacrifices some silica and kaolin.
We are using Kaopaque kaolin temporarily until a shipment of Opticast arrives.
The original work added 30% C-Red to standard M370 casting to try to achieve the red fired color of M390. That produced a dark burning very mature body.
Pictures
L4558B red burning casting body vs M390

These were fired to cone 6.
The top one is M390.
The color of L4558B is very close now. These mugs and other pieces worked well with all glazes tested. No fired warping occurred.
Typecodes
MAS-Master Ticket
XML (to paste into Insight)
<?xml version="1.0"?> <recipes version="1.0" encoding="UTF-8"> <recipe name="M390 Cone 6 C-Red Casting #2" id="255390" key="miXgLGEK" date="2024-04-13" typecodes="MAS" codenum="L4558B" picturebasename=""> <recipelines> <recipeline material="Kaopaque" amount="30.000" tolerance=""/> <recipeline material="Silica" amount="12.000" tolerance=""/> <recipeline material="Nepheline Syenite" amount="25.000" tolerance=""/> <recipeline material="C-Red Clay" amount="33.000" tolerance=""/> </recipelines> </recipe> </recipes>
Born: 2012-11-29, Modified: 2024-04-13 03:28:05
